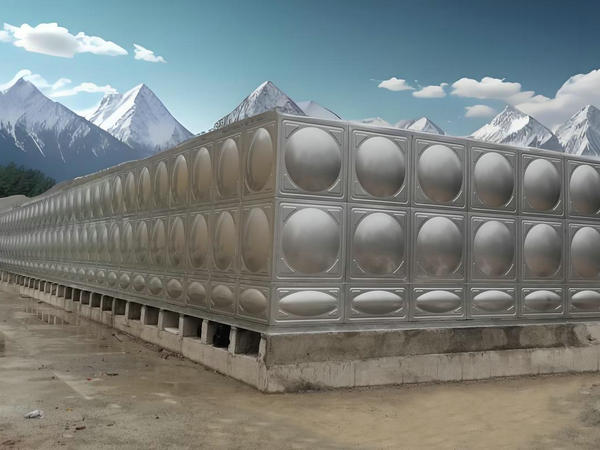
BDF水箱的制造流程蕴含了众多技术环节,其复杂性体现在材料处理、模块加工、结构组装等多个步骤中。以下将详细阐述其加工制作流程及所体现的复杂度。
一、BDF水箱的制作流程
1. 原材料的筛选与准备
- 材料选型:选用符合标准的不锈钢板(如SUS304型号,厚度介于0.4mm至0.8mm之间)和镀锌钢板(厚度3mm至5mm)。特别强调,不锈钢板需达到食品类级标准,镀锌钢板的镀层需均匀且无脱落现象。
- 表面预处理:对不锈钢板进行抛光或氧化处理,以防止其氧化;对镀锌钢板则需检查其镀层完整性,确保在使用过程中不会出现锈蚀。
2. 模块的冲压与复合
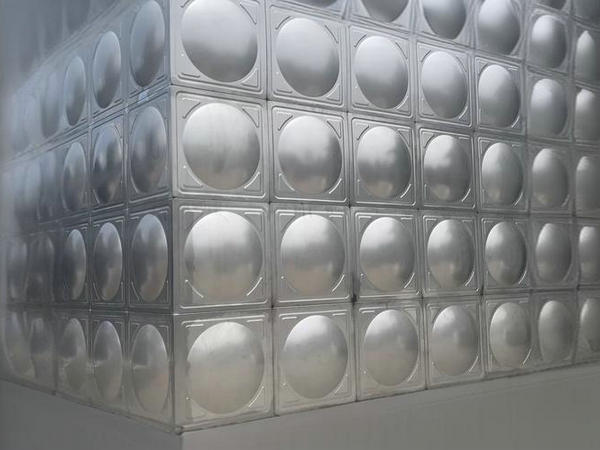
- 模具冲压:通过专用的模具,将不锈钢板和镀锌钢板冲压成标准模块,如1m×1m、1m×0.5m等规格。这些模块的表面会冲压出加强筋,如菱形或矩形纹路,以增强其抗压强度。
- 复合工艺:利用滚压、铆接或特殊的胶粘工艺,将不锈钢板与镀锌钢板复合为一体。这一步骤要求设备精度高,复合不牢会影响水箱的整体性能。
3. 模块的拼接与密封
- 高强度螺栓拼装:利用高强度螺栓将复合模块按照设计尺寸拼装在一起。在模块接缝处,会放置食品类级硅胶密封条,宽度在5mm至10mm之间,以防止漏水。
- 密封检测:完成拼接后,对接缝处进行试水检测。通过注水至设计水位,静置24小时观察是否有渗漏情况。若发现漏点,需重新紧固螺栓或更换密封条。
4. 内部结构的安装与加固
- 拉筋系统的设置:在水箱内部,按照设计图纸安装镀锌钢管或不锈钢拉筋。这些拉筋通过螺栓与模块连接,形成网格状支撑结构,以防止水箱注水后侧壁变形。拉筋间距通常在50mm至100mm之间。
- 附件的安装:进水口、出水口、溢流口、排污口等管道接口通过焊接或螺栓固定。接口处需进行防水处理,如缠绕生料带、涂抹密封胶。同时,还会安装液位计、人孔盖等配件。
5. 整体检验与后期处理
- 强度测试:注水至满水位后,检测水箱侧壁和底部的变形量。通常,允许的变形量不超过0.5%。同时,检查拉筋连接处是否有松动现象。
- 防腐处理:对外部镀锌钢板表面喷涂防腐涂料,如环氧树脂漆,以延长其使用寿命。对于内部不锈钢表面,若有划伤,需进行钝化修复。
二、流程中的复杂点体现
1. 材料复合工艺的高要求
由于不锈钢与镀锌钢板的材质差异(如膨胀系数、硬度不同),复合后可能导致模块变形。这需要借助高精度的模具和准确的工艺参数(如冲压压力、温度)来控制。否则,容易出现分层或应力集中问题。
2. 密封与结构强度的平衡
在螺栓拼接过程中,若扭矩控制不当,可能导致不锈钢板变形漏水或密封效果不佳。此外,拉筋的布局和强度计算需根据水箱的高度和容积进行力学设计。例如,一个10米高的水箱需要更密集的拉筋以承受水压。
3. 多工序的质量控制
从材料进场到成品验收,需要经过多次质量检测。如板材厚度的抽检、复合层结合力的测试、以及整体水压试验等。任何环节的疏忽都可能引发后续问题,如漏水、结构坍塌等。
4. 定制化设计的挑战
对于异形尺寸(如圆形、椭圆形)或特殊用途(如消防水箱、保温水箱)的水箱,需要额外设计模具和支撑结构。这显著增加了加工难度和成本。例如,保温水箱需要在复合模块外增加聚氨酯保温层,使工艺更加复杂。
三、总结
BDF水箱的加工制作流程属于“技术密集型”产业,尤其以复合模块的冲压、密封处理和结构设计环节较为关键。这些环节河南不锈钢水箱维保对设备精度、工艺经验和质量管控要求 在完成装配工作后,我们会开始对水箱的外表进行处理。对表面的修复与上漆力求完善和周全,让水箱更加抗腐蚀和赏心悦目。涂漆须均匀且多面,以避免任何可能的水箱www.hnqzysx.com腐蚀风险。末终,我们会执行一系列严格的检验测试,包括外观审视、密封性检测以及强度测试等,只有当所有指标均达标时,水箱才会被允许投入使用。这一环节需要借助专业的设备和严谨的检测流程来确保水箱的质量和安全。
河南BDF水箱的加工制作流程复杂吗
作者:葵花
日期:
浏览:
关键词:BDF水箱加工制作